
Херьян Дипстратен (Gerjan Diepstraten), Cobar Europe B. V., g.diepstraten@cobar.com
Тим Лоуренс (Tim Lawrence), Ph.D., Cobar/Balver Zinn, t.lawrence@cobar.com
Под редакцией инженера-технолога, к. х. н. Татьяны Кузнецовой
Перевод Артема Вахитова
Отмывать «безотмывный» флюс или использовать паяльную пасту с водосмываемым флюсом? Рассуждениями на эту тему делятся специалисты компании Cobar.
После отказа в 1970-х годах от использования хлорфторуглеродных растворителей для отмывки печатных узлов в электронной промышленности на этапе сборки все шире применяется технология безотмывных флюсов. Среди ее преимуществ — снижение затрат, сокращение числа технологических операций и упрощение процесса аттестации за отсутствием необходимости задавать параметры отмывки.
Для тех, кому нужна повышенная надежность, которую обеспечивает отмывка, сохраняется возможность использовать паяльные пасты с водосмываемыми флюсами, представленными на рынке в широком ассортименте. Этот метод позволяет применять сильно активированные материалы, подходящие для компонентов с плохой паяемостью и/или высокой теплоемкостью, без риска эксплуатационных отказов.
В последние годы стирается грань между описанными двумя стратегиями: некоторые производители прибегают к отмывке остатков безотмывных флюсов, стремясь совместить удобство применения таких флюсов с надежностью, обеспечиваемой отмывкой водой.
В настоящей статье оценивается целесообразность такого подхода.
Водосмываемые и безотмывные флюсы
Помимо способности к флюсованию основным требованием к водосмываемому флюсу является возможность удаления его остатков путем отмывки в воде (желательно без применения химических добавок). Не обязательно, чтобы все компоненты флюса были водорастворимыми. Водосмываемый флюс обычно изготавливается на базе водорастворимого полимера, активированного гидрогалогенидами аминов и органическими кислотами с добавлением подходящих растворителей и реологических модификаторов.
В состав типичного безотмывного флюса входит канифоль (часто модифицированная для улучшения цвета и повышения стойкости к окислению), другие компоненты для улучшения активации (отчасти аналогичные тем, которые применяются в водосмываемых флюсах), ингибиторы коррозии, растворители и желирующие вещества. Основным элементом является канифоль. По своим физико-химическим свойствам она идеально подходит для поставленных целей.
В процессе пайки оплавлением образуется вязкая жидкость, действующая как устойчивый активатор. По окончании этого процесса жидкость затвердевает, обволакивая продукты флюсования и не вступившие в реакцию компоненты флюса. Будучи нерастворимым в воде диэлектриком, канифоль создает местное конформное покрытие, которое защищает находящиеся под ним участки электронных цепей от воздействия различных факторов, например от повышенной влажности.
В отличие от водорастворимых флюсов здесь не требуется, чтобы все остатки флюса были растворимы в том или ином растворителе. Более того, такое требование было бы чрезвычайно обременительным, учитывая широкое разнообразие используемых материалов — от водорастворимых дикарбоновых кислот и гидрогалогенидов аминов до водонерастворимых галогенированных органических соединений и канифоли, а также различных солей, оксидов и гидроксидов металлов, образующихся в процессе пайки. При разработке формул безотмывных флюсов возможность отмывки не предусматривается. Валидация продуктов (в частности, по показателям поверхностного сопротивления изоляции и электрохимической миграции) осуществляется исходя из этого предположения.
Методы отмывки
Омыление — широко распространенный и давно применяющийся метод отмывки. Омылителем называется щелочной материал, при взаимодействии которого с кислотными компонентами загрязнений образуется мыло (соль органической кислоты), растворимое или, по крайней мере, диспергируемое в воде. В этой форме загрязнения удаляются с поверхности. Помимо электроники, омылители применяются во многих бытовых и промышленных моечных системах, например, в качестве моющих средств для посудомоечных машин. В электронике основным объектом отмывки являются остатки канифольного флюса. В результате реакции омылителя с его кислотными компонентами образуется канифольное мыло. По аналогичному механизму удаляется непрореагировавшая карбоксильная кислота. Так как омылитель применяется в форме водного раствора, он действует и на остатки водорастворимых флюсов. Однако в зависимости от тщательности процесса отмывки водонерастворимые и неомыляемые загрязнения могут удаляться не полностью.
На рынке представлено множество различных гликольэфирных чистящих растворителей. Как правило, они тоже хорошо растворяют канифоль, но не столь эффективны в отношении других флюсовых загрязнений, особенно более полярных (с низкой молекулярной массой) карбоксильных кислот. Полуводная технология, при которой растворитель смешивается с водой или предусматривается дальнейшее ополаскивание в воде, позволяет удалять более широкий спектр загрязнений.
При отмывке чистой водой (без омылителя) удаляются только водорастворимые загрязнения, если только нет значительного физического воздействия или высокой температуры для создания эффекта физического «трения». Последний вариант может быть действенным, но ставит под угрозу целостность печатной платы.
Практическая возможность отмывки безотмывного флюса
Эксперимент
Есть множество причин не отмывать безотмывный флюс, но интерес к такой возможности растет. Формула безотмывного флюса такова, что он обволакивает активаторы, оставшиеся на плате после пайки. Он не рассчитан на отмывку, и поэтому его остатки труднее удалить с печатного узла.
Эти остатки содержат активаторы, желирующие вещества и смолы. Их количество зависит от состава паяльной пасты и условий технологического процесса (например, температуры оплавления), воздействию которых подвергался печатный узел.
При проведении первого эксперимента исследовалась возможность отмывки безотмывного флюса и определялось влияние различных параметров на качество отмывки. Он был спланирован как полный факторный эксперимент со следующими параметрами и уровнями.
Таблица 1. План эксперимента
| Фактор | Единицы измерения | Уровень 1 | Уровень 2 | Уровень 3 |
|---|---|---|---|---|
| Температура отмывки | °C | 35 | 50 | 65 |
| Время отмывки | мин | 5 | 10 | 20 |
| Концентрация омылителя | % | Только деионизированная вода | Деионизированная вода + 10% отмывочного средства | Деионизированная вода + 20% отмывочного средства |
Эксперимент был выполнен на небольшом лабораторном отмывочном устройстве. Паяльная паста была нанесена печатным способом на медные образцы (трафарет размерами 107×76×0,2 мм с тремя круглыми отверстиями с диаметром апертуры 6,5 мм).
Образцы были подвергнуты пайке оплавлением в конвекционной печи по типовому профилю для оловянно-свинцовых припоев с пиковой температурой 215 °C. Затем была произведена отмывка образцов при различных значениях концентрации омылителя, температуры и времени отмывки. Остаток был взвешен на весах с четырехзначным отсчетным устройством.
Средняя масса паяльной пасты, нанесенной на образцы, равнялась 0,07 г. Остаток флюса после пайки составил 51%. Остальные 49% испарились в процессе пайки оплавлением.
Анализ данных
Все факторы эксперимента (температура, концентрация и время отмывки) существенно повлияли на результат. Отмыть безотмывный флюс чистой деонизированной водой не удалось, так как он содержит неполярные водонерастворимые остатки, удаляемые только с использованием добавок, например омылителей.
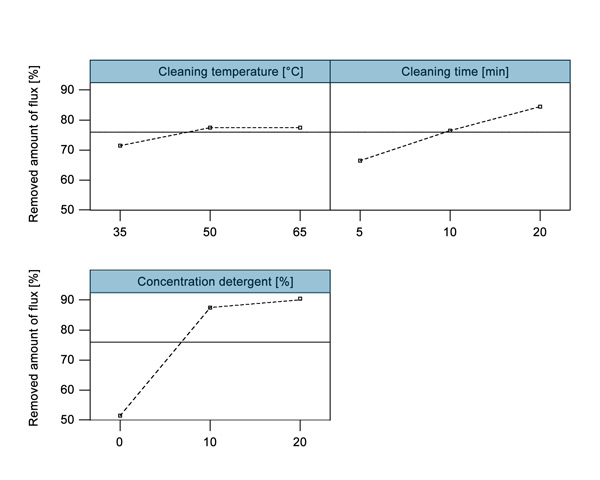
Рис. 1. Доля флюса, удаленного с печатной платы. Приведенные значения являются средними от уровней параметров
Наибольшее влияние оказали концентрация отмывочного средства и время отмывки. На рис. 2 показано соотношение между обоими факторами.
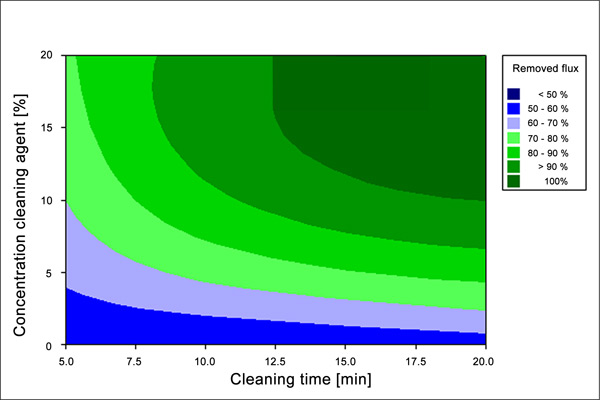
Рис. 2. Степень чистоты печатной платы как функция времени отмывки и концентрации омылителя
Дополнительные эксперименты по отмывке
На основе этих данных были выбраны два метода отмывки тестовых печатных плат, пайка которых осуществлялась тремя различными паяльными пастами с безотмывными флюсами:
- струйный;
- ультразвуковой.
После пайки тестовые платы отмывались, а качество их отмывки проверялось путем визуального контроля и с помощью измерителя уровня ионных загрязнений.
Максимально допустимый остаток флюса на печатном узле регулируется стандартом IPC J-STD-001E: печатные узлы класса 1 — менее 200 мг/см2; печатные узлы класса 2 — менее 100 мг/см2; печатные узлы класса 3 — менее 40 мг/см2.
Аэрозольный метод тестировался в машине для групповой отмывки с использованием отмывочного средства на водной основе при следующих параметрах.
Таблица 2. Условия групповой аэрозольной отмывки
| Параметр | Значение |
|---|---|
| Концентрация омылителя | 20% |
| Время отмывки | 12 мин |
| Температура отмывки | 60 °C |
| Ополаскивание | 6 циклов, деионизированная вода |
| Время сушки | 12 мин |
| Температура сушки | 65 °C |
Ультразвуковая отмывка печатных узлов является предметом дискуссий уже на протяжении 50 лет. Согласно стандарту IPC-STD001E ультразвуковая отмывка допустима в следующих случаях:
- печатные платы без компонентов или печатные узлы, содержащие только зажимы или соединители, но не электронные компоненты;
- печатные узлы с электронными компонентами — только если производитель может документально подтвердить, что воздействие ультразвука не ухудшает механические или электрические характеристики изделия или компонентов, подвергающихся отмывке.
Современные ультразвуковые отмывочные машины работают на переменной частоте во избежание возникновения потенциально вредных гармоник. Тестовая плата без компонентов отмывалась в ультразвуковой отмывочной установке с одной ванной.
Таблица 3. Условия ультразвуковой отмывки
| Параметр | Значение |
|---|---|
| Концентрация омылителя | 20% |
| Время отмывки | 12 мин |
| Температура отмывки | 60 °C |
| Частота | 30 кГц |
| Ополаскивание | 4 цикла, деионизированная вода |
| Время сушки | 8 мин |
| Температура сушки | 65 °C |
Визуальный контроль плат после отмывки показал, что все остатки флюса были удалены и паяные соединения выглядели чистыми.

Паста с безотмывным флюсом и SnPb-припоем — до
отмывки

Паста с безотмывным флюсом и SnPb-припоем — после отмывки

Паста с безотмывным флюсом и припоем SAC305 — до отмывки

Паста с безотмывным флюсом и припоем SAC305 — после отмывки

Паста с безотмывным флюсом и припоем SN100C — до отмывки
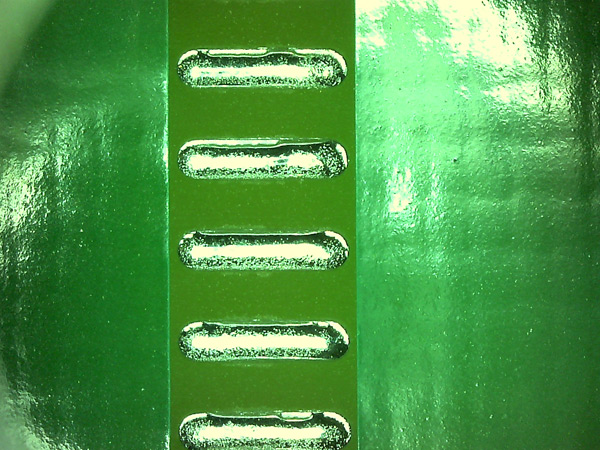
Паста с безотмывным флюсом и припоем SN100C — после отмывки
На тестовых платах был измерен уровень остаточных ионных загрязнений. Результаты для трех различных сплавов и двух методов отмывки показаны на рис. 4.
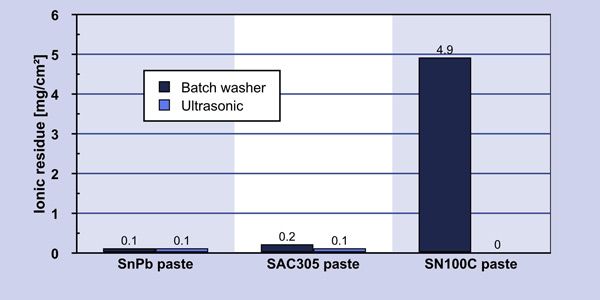
Рис. 4. Уровни остаточных ионных загрязнений: существенно ниже максимума в 40 мг/см2 во всех случаях
Зона риска: малоразмерные компоненты с малым зазором между платой и корпусом
Между соседними проводниками в присутствии электрического поля во влажной среде может происходить электрохимическая миграция. Металл анода растворяется с возникновением металлических ионов (катионов), которые мигрируют к катоду. На катоде они восстанавливаются и образуют дендриты, растущие по направлению к аноду. В итоге это может привести к короткому замыканию. Даже когда этого не происходит, в пределах электрохимической ячейки, возникающей между проводниками, снижается поверхностное сопротивление изоляции. Оба эффекта потенциально угрожают целостности электрических цепей, особенно тех, что содержат малый шаг между проводниками.
В частности, угрозу надежности изделия представляют остатки высокоактивных органических кислотных, галоидных или галогенизированных флюсов в малых зазорах под корпусами компонентов, не удаленные в процессе отмывки после пайки.
Существующие методы управления технологическими процессами и обеспечения качества не позволяют надежно выявлять остатки флюса в этих местах.
Если применяется водосмываемый флюс, печатный узел необходимо полностью отмыть от его остатков, иначе может пострадать надежность (например, из-за риска роста дендритов). Более серьезная проблема возникает в связи с распространяющейся в последнее время практикой отмывки безотмывных флюсов слабым раствором отмывочного средства в деионизированной воде. Как и в случае водосмываемого флюса, остатки флюса на печатном узле могут стать причиной отказа, поскольку попытка отмывки нарушает защитные свойства канифоли.
Одной из важных тенденций в электронике является миниатюризация. Размеры компонентов постоянно уменьшаются. В связи с этим растут требования к точности работы устройств трафаретной печати и автоматов установки компонентов, а в паяльных пастах порой приходится использовать порошок припоя типов 4 или 5 вместо типа 3. Применение более мелких порошков вынуждает пересмотреть композицию флюса. У мелкого порошка больше площадь поверхности металла, поэтому он может требовать большего количества флюса или иной системы активации. Чем больше флюса в паяльной пасте, тем большее его количество остается под небольшими компонентами после пайки.
Еще один эффект, возникающий при малом шаге между компонентами, — это гроздевидное комкование припоя из-за недостаточного слипания. Термином «гроздевидное комкование припоя» (solder graping) обозначают последствия плохого смачивания, когда паяльная паста частично расплавилась, но до конца не спаялась или не растеклась. Гроздевидному комкованию могут способствовать как дефекты порошка припоя (окисление, загрязнение металла), так и неоптимальный состав флюса (необходимость в более сильном активаторе или добавках, повышающих температурную стабильность).
Гроздевидное комкование не следует считать дефектом, если лишь внешние шарики припоя соприкасаются с расплавленной массой припоя и остаются ее частью, не нарушая требований к минимальному электрическому зазору.
Нерасплавленные шарики припоя могут застревать в остатках флюса и в худшем случае приводить к образованию мостиков припоя.
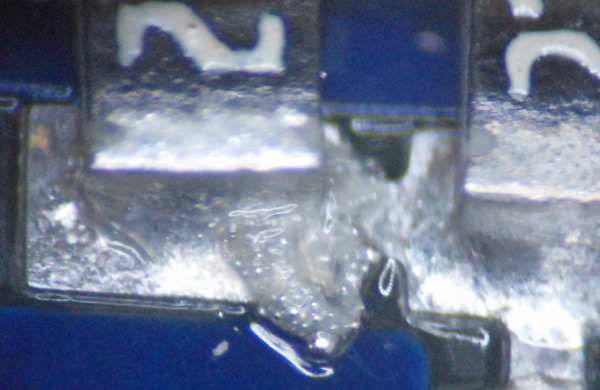
Рис. 5. Гроздевидное комкование припоя на компонентах типоразмера 0603
При отмывке этих плат остатки флюса полностью удаляются вместе с застрявшими шариками припоя, если те не соединены с расплавленной массой припоя (рис. 6 и 7).
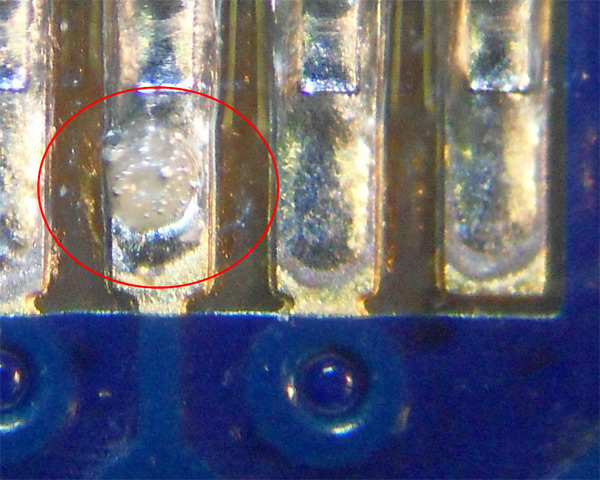
Рис. 6. Шарики припоя, застрявшие в остатках флюса поверх галтели припоя на контактной площадке вывода микросхемы в корпусе типа SOIC
В случае цепей с малым шагом между проводниками наблюдается непропорционально высокое содержание окислов на контактных площадках и поверхности выводов компонентов при меньшем количестве флюса (меньших объемах паяльной пасты).
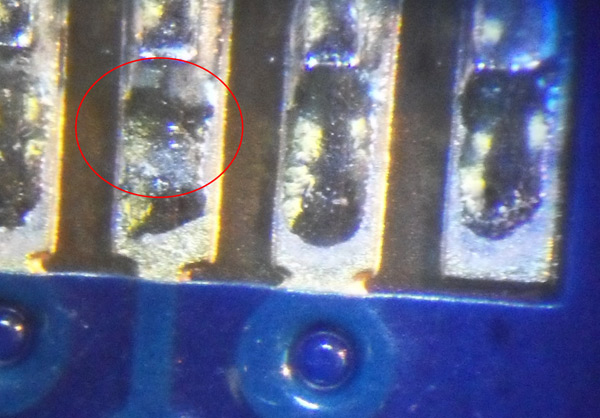
Рис. 7. Отмывка безотмывного флюса привела к удалению всех его остатков, в том числе застрявших шариков припоя
Миниатюризация компонентов затрудняет отмывку. Расстояния между контактными площадками резко сокращаются с 3,5 мм для компонентов типоразмера 2010 до 0,1 мм для компонентов типоразмера 01005. Растет риск образования мостиков припоя, электрохимической миграции и других неблагоприятных эффектов, а зазор между корпусами компонентов и платой сужается. В связи с этим возникает потребность в отмывочных составах с низким поверхностным натяжением и достаточной капиллярной силой для проникновения под эти малоразмерные компоненты.
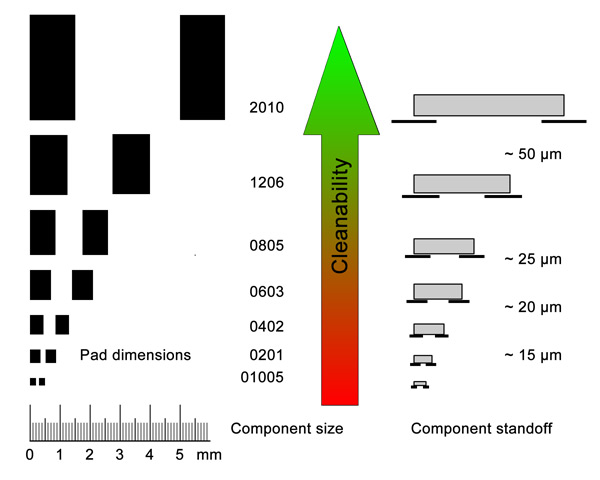
Рис. 8. Типоразмеры компонентов и зазор между корпусом и платой
После демонтажа припаянных SMD-компонентов стало очевидно, что весь объем пространства под компонентами типоразмера менее 0603 был полностью заполнен остатками флюса из паяльной пасты, препятствующими проникновению отмывочного средства.
Для того чтобы проверить отмываемость малоразмерных компонентов с малым зазором между корпусом и платой, печатный узел был подвергнут отмывке в лабораторном устройстве, которое использовалось в спланированном выше эксперименте. Отмывка производилась в течение разного времени с помощью того же отмывочного средства (в концентрации 20%) при температуре 50 °C. Затем компоненты были демонтированы для визуального контроля наличия остатков флюса.
Таблица 4. «0» — остатки удалены полностью; «–» — остатки удалены частично; «X» — остатки не удалены
| Время отмывки | |||
|---|---|---|---|
| Компоненты | 20 мин | 40 мин | 60 мин |
| MELF | – | 0 | 0 |
| 0402 | X | – | 0 |
| 0603 | X | – | 0 |
| 1206 | X | X | – |
Термопрофили пайки оплавлением и их влияние на количество остатка флюса
Качество пайки конкретной паяльной пастой и последующей отмывки зависит от термопрофиля пайки оплавлением. Профиль нагрева также влияет на смачивание, количество остатка флюса и твердость (отмываемость) остатков.
В целях определения условий наилучшего смачивания для паяльной пасты и количества остатка флюса на печатном узле после пайки был спланирован эксперимент по методу Тагучи.
Факторы, учтенные в эксперименте, описывают три критически важных фазы процесса пайки: скорость нагрева, время выдержки и пиковую температуру пайки. Четвертый фактор — атмосфера (воздушная или азотная).
Для оплавления паяльной пасты, нанесенной на медные образцы методом трафаретной печати, использовался термогравиметрический анализатор. На образцы по 100-мкм трафарету наносился отпечаток паяльной пасты диаметром 1,5 мм. По измеренной потере массы в ходе пайки определялось количество остатка флюса. Под микроскопом измерялся диаметр участка смачивания. По сделанному шлифу паяного соединения определялись высота галтели припоя и краевой угол смачивания (чем меньше этот угол, тем лучше смачивание).
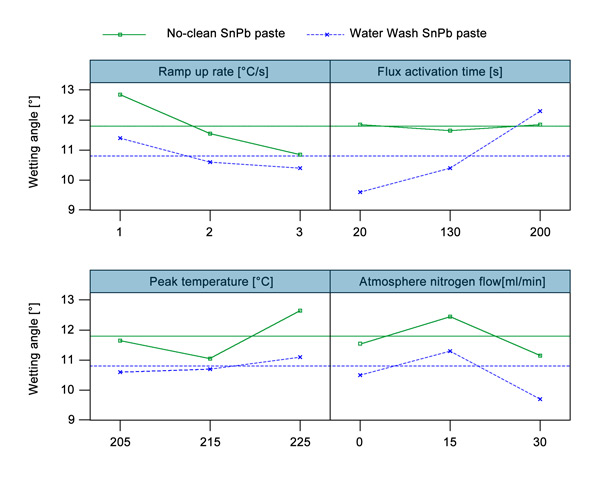
Рис. 9. Усредненные характеристики влияния различных параметров на смачивание (чем меньше краевой угол смачивания, тем лучше)
Для оловянно-свинцовых сплавов наилучшее растекание достигалось при быстром нагреве и пиковой температуре 215 °C в атмосфере азота.
Паяльная паста с водосмываемым припоем содержит более сильные активаторы, что приводит к лучшему смачиванию. Средний краевой угол смачивания для паяльной пасты с водосмываемым флюсом был на 1° меньше, чем для паяльной пасты с безотмывным флюсом.
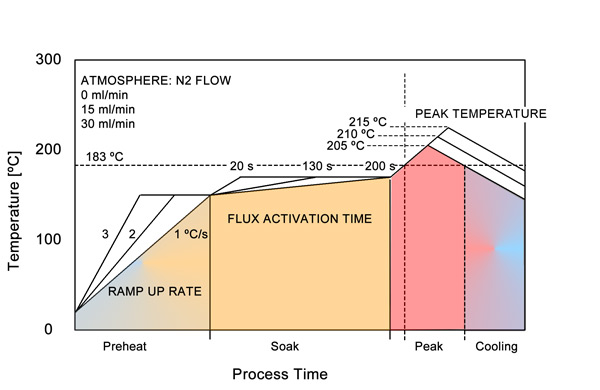
Рис. 10. Параметры профиля пайки в плане эксперимента по методу Тагучи
Свинцовые и бессвинцовые припои
Применение бессвинцовых припоев создает многочисленные дополнительные трудности при отмывке. В этих условиях привлекательным вариантом являются водосмываемые флюсы, так как в них можно использовать более сильные активаторы. Но из-за повышенных температур пайки у таких флюсов тверже остаток, что затрудняет отмывку.
Остаток флюсов этого типа труднее смывается из-за большей молекулярной массы, более сложной структуры ингредиентов и большего количества побочных продуктов реакции.
У бессвинцовых сплавов поверхностное натяжение приблизительно на 20% выше, чем у оловянно-свинцовых. Это сказывается на характеристиках смачивания. Результат можно увидеть, измерив краевой угол смачивания паяного соединения.
Оптимальные параметры для каждой паяльной пасты были определены по методу Тагучи. Затем в ходе проверочных экспериментов с оптимальными настройками были получены следующие данные.
Таблица 5. Краевой угол смачивания для различных паяльных паст, нанесенных на медные образцы и подвергнутых пайке оплавлением в атмосфере азота при оптимальных условиях
| Краевой угол смачивания, ° | Остаток флюса, % | |||
|---|---|---|---|---|
| Безотмывный флюс | Водосмываемый флюс | Безотмывный флюс | Водосмываемый флюс | |
| SAC 305 | 19,2 | 16,9 | 23,2 | 55,7 |
| SN100C | 17,9 | 14,8 | 18,8 | 50,8 |
| SnPb | 9,5 | 9,2 | 21,2 | 59,4 |
С помощью термогравиметрического анализа измерялся остаток флюса после пайки. В случае бессвинцовых припоев остаток был меньше из-за более высоких температур в профиле пайки по сравнению с оловянно-свинцовыми припоями.
По своему составу водосмываемый флюс кардинально отличается от безотмывного. Его остаток на печатной плате имеет большую массу и совершенно иной состав. Он гигроскопичен и активен, но легко удаляется даже деионизированной водой.
Заключение
Отмывочные средства стали совершеннее, и отмывка после пайки превратилась в рентабельный этап производственного процесса в условиях, когда важнейшими факторами, угрожающими эксплуатационной надежности, являются коррозия и утечка тока.
Одной только деионизированной воды может оказаться недостаточно для удаления остатков флюса под малоразмерными SMD-компонентами. Она позволяет удалять только неионные остатки с поверхности печатной платы. Ввиду высокого поверхностного натяжения деионизированная вода неспособна проникать под компоненты с малым зазором между корпусом и платой.
Остаток безотмывного флюса можно отмыть, но чистая деионизированная вода не позволяет удалять твердые остатки, которые выделяют воду, а не растворяются в ней. Для полного удаления смол необходим омылитель.
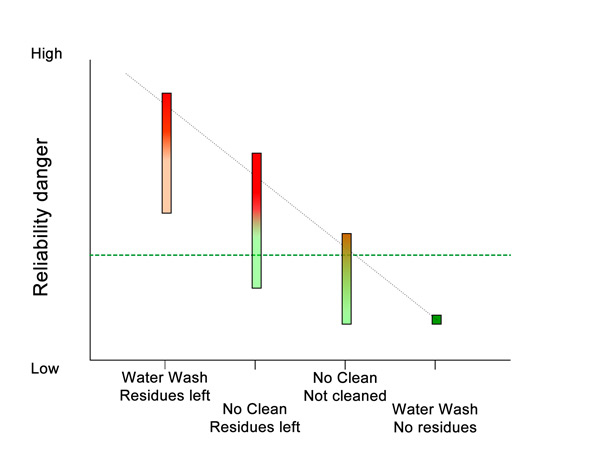
Рис. 11. Риск снижения надежности для различных формул флюсов
Для полного смывания остатка предпочтительно использовать паяльную пасту с водосмываемым флюсом, потому что он легко удаляется, содержит более сильные активаторы и безопасен после отмывки. При неполном смывании есть риск снижения надежности (с миниатюризацией риск возрастает из-за малого зазора между корпусами компонентов и платой, высокой плотности монтажа, малой толщины проводников и малого расстояния между ними).




















